
-
产品齐全
按需加工

-
机械生产
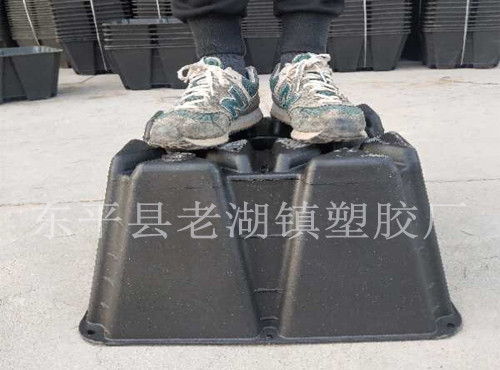
品质保证

-
实力厂家
专业团队

-
规范加工
严格质检
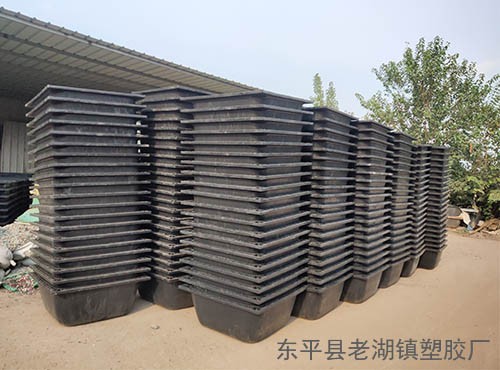
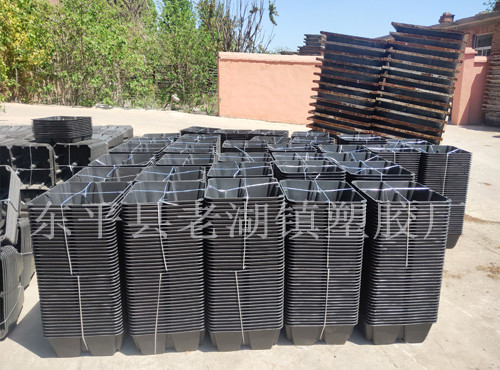
品类齐全,您想要的都在这里
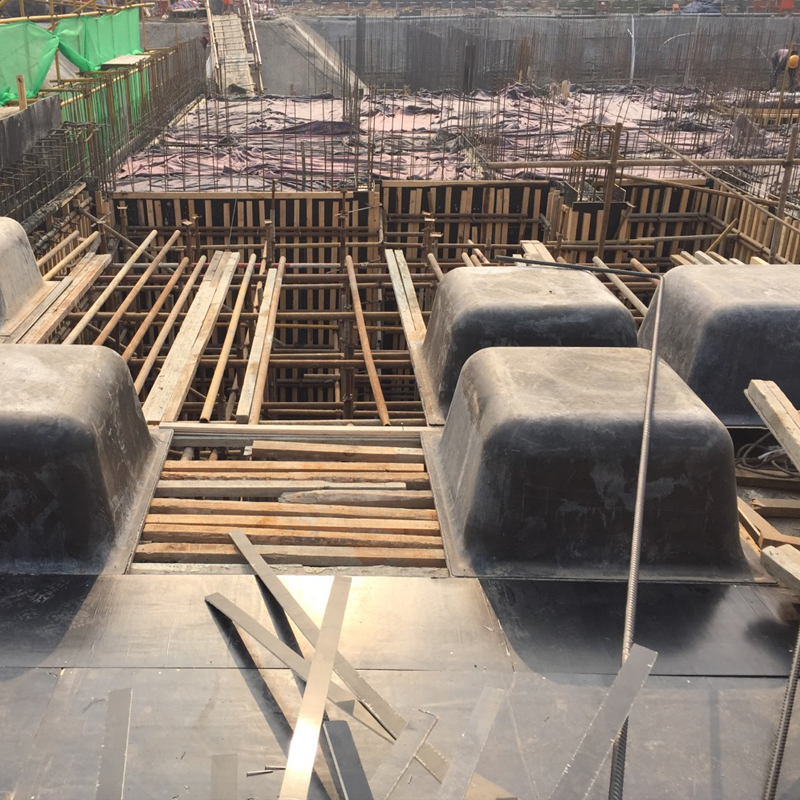
广泛用于地下车库、超市、商场、人防工程等各个行业领域
东平县老湖镇塑胶厂创建于1999年,专业从事塑料制品的设计、生产和加工。公司厂部现坐落于水泊梁山东平湖畔,拥有占地60余亩的正规现代化标准厂房和舒适优雅的办公环境。
本公司主要生产销售各种型号的空心楼盖,密肋楼盖产品——塑料模壳,产品采用通过软件STRAT进行建筑结构优化设计,品质一流。同时推广各种型号的塑料容器,可用于药剂、染剂、润滑剂、粘合剂、涂料以及食品原料的包装。
公司始终坚信精细化管理思路,秉行诚信第一的营销理念打造科学先进的企业文化,经过二十年的艰苦创业,东平县老湖镇塑胶厂已发展壮大为业内知名企业,具备成熟的生产营销模式和一支高素质的专业技术队伍,产品品质上乘,赢得业内外人士广泛认可。今后,东平县老湖镇塑胶厂将进一步拓宽经营渠道,进军网络市场,诚邀各界朋友携手共创美好未来!


建筑模壳生产厂家

建筑模壳价格

一次性建筑模壳厂家

建筑塑料模壳

建筑模壳租赁

一次性塑料模壳

塑料模壳厂

塑料建筑模壳厂

建筑模壳厂家

塑料模壳厂家

一次性周转模壳

周转模壳厂家

一次性建筑塑料模壳

薄壁方箱

地下车库塑料模壳

塑料薄壁方箱
塑料建筑模壳

建筑塑料模壳

塑料建筑模壳

一次性模壳厂家

密肋楼盖建筑模壳

一次性建筑模壳

建筑周转模壳

一次性塑料模壳

塑料建筑模壳

建筑模壳
一次性模盒

一次性模盒

一次性模盒

密肋楼盖

密肋楼盖模壳

一次性塑料模壳

一次性模壳

建筑周转模壳

周转模壳

建筑塑料模壳

塑料模壳

塑料建筑模壳

建筑模壳

薄壁方箱

薄壁方箱

薄壁方箱

薄壁方箱
薄壁方箱

塑料模壳

周转模壳

塑料薄壁方箱

薄壁方箱

周转模壳

密肋空心楼盖
密肋楼盖厂家直销

周转模壳生产厂家
塑料模壳厂家直销

塑料模壳

密肋楼盖模壳

密肋楼盖

一次性模壳厂家直销

一次性建筑模壳

一次性塑料模壳

一次性模壳

模壳

塑料周转模壳

建筑周转模壳

周转模壳厂家直销

建筑塑料模壳

地下室塑料模壳

车库塑料模壳

一次性塑料模壳

塑料模壳

建筑模壳厂家直销

建筑塑料模壳

一次性建筑模壳

塑料建筑模壳

建筑周转模壳

建筑模壳
传递塑料模壳建筑行业价值资讯
周转模具具有耐热,耐冷,耐老化,光滑度高
根据制作模具外壳所用的材料,模具可分为聚
在对建筑塑料模壳进行保管的时候,你选择的地方一定要是专门的仓库,这样才能够避免各种不同杂乱的物品对其...
随着时代的不断发展,绿色环保成为时代发展的潮流,在此背景下,建筑行业作为一个发展迅速的行业也是不能够...
工程密肋楼板为什么要采用塑料模壳: (1)塑料模壳时以改性聚丙乙烯塑料为基材,采用模压注塑成型工艺制...
塑料模壳施工工艺:施工顺序测量放线轴线,肋中心线,确定立杆位置,找平→搭设支撑立杆及水平杆→支框架梁...









